
વિહંગાવલોકન
CNC મશીન ટૂલ એ મિકેનિકલ, ઇલેક્ટ્રિકલ, હાઇડ્રોલિક, ન્યુમેટિક, માઇક્રોઇલેક્ટ્રોનિક્સ અને માહિતી અને અન્ય તકનીકોનો ઇલેક્ટ્રો-ઇકેનિકલ એકીકરણ ઉત્પાદનોમાંના એક તરીકે સંકલિત એપ્લિકેશન છે, યાંત્રિક ઉત્પાદન સાધનોમાં લવચીક, સાર્વત્રિક, ઉચ્ચ-ચોકસાઇ સાથે, ઉચ્ચ-ચોકસાઇ સાથે. કાર્યક્ષમતા "લવચીક" સ્વચાલિત ઉત્પાદન સાધનો, તે વિવિધ કામગીરી અને જરૂરી પગલાઓ અને વર્કપી-ઇસીના આકાર અને કદની પ્રક્રિયા કરશે, ડિજિટલ કોડ સાથે, અંકુશના માધ્યમ દ્વારા સંખ્યાત્મક નિયંત્રણ ઉપકરણમાં, સંખ્યાત્મક નિયંત્રણ ઉપકરણ ઇનપુટ માહિતી માટે પ્રોસેસિંગ અને ગણતરી, કમાન્ડ કંટ્રોલ મશીન ટૂલ સિસ્ટમ અને ડ્રાઇવ ઘટકો, જરૂરી વર્કપીસની સ્વચાલિત પ્રક્રિયા. CNC મશીન ટૂલ્સનું તકનીકી સ્તર અને મેટલ કટીંગ મશીન ટૂલ્સના ઉત્પાદન અને કુલ માલિકીમાં તેની ટકાવારી એ દેશના રાષ્ટ્રીય આર્થિક વિકાસ અને ઔદ્યોગિક ઉત્પાદનના એકંદર સ્તરને માપવા માટેના એક મહત્વપૂર્ણ સૂચક છે. તાજેતરના વર્ષોમાં, ચાઇનીઝ એન્ટરપ્રાઇઝમાં CNC મશીન ટૂલ્સનો હિસ્સો દર વર્ષે વધતો જાય છે, અને તેનો ઉપયોગ મોટા અને મધ્યમ કદના સાહસોમાં વધુ થાય છે, અને તેનો ઉપયોગ સામાન્ય રીતે નાના અને મધ્યમ કદના ઉદ્યોગોમાં પણ થાય છે. વ્યક્તિગત સાહસો.
CNClathe પ્રક્રિયા જરૂરિયાતો
- જ્યારે વર્કપીસ પર CNC લેથ દ્વારા પ્રક્રિયા કરવામાં આવે છે, ત્યારે ફીડની માત્રા મોટી હોય છે, પ્રોસેસિંગ સ્પીડ ઓછી હોય છે અને વર્કપીસની અસમાન સપાટીને કારણે મશીનિંગ પ્રક્રિયામાં અસરનો ભાર હોય છે.
- લેથફિનિશિંગ, ફીડની રકમ નાની છે, પ્રક્રિયા કાર્યક્ષમતા સુનિશ્ચિત કરવા માટે, પ્રક્રિયાની ઝડપ વધારે છે.
- સ્પિન્ડલ મોટરમાં ઓછી ઝડપ અને ઉચ્ચ ટોર્ક આઉટપુટ હોવું જરૂરી છે, અને તે સ્ટેબ-લે છે, અને તે ઊંચી ઝડપે ચાલી શકે છે.
- એનાલોગ સિગ્નલો પ્રાપ્ત કરવા માટે ઉચ્ચ રેખીયતા અને ઓછી લોડ હસ્તક્ષેપની જરૂર છે.
- મોટરનો અવાજ નાનો છે, અને સિસ્ટમ ઓટોમેશન સાધનોમાં દખલ ઓછી છે. શક્ય તેટલી ઓછી ઝડપ કરો અને ઝડપ કરો.
CNClathe KD600 શ્રેણીના ઉત્પાદનોના ફાયદા
Kd600 શ્રેણીનું ઉચ્ચ-પ્રદર્શન વેક્ટર ઇન્વર્ટર અદ્યતન ફ્લક્સ કંટ્રોલ ટેક્નોલોજી અપનાવે છે, ઓછી ઝડપે મોટર ટોર્ક મોટો છે, ઝડપની ચોકસાઈ ઊંચી છે, કિંમત વાજબી છે, કાર્ય પૂર્ણ છે, તાત્કાલિક પાવર નિષ્ફળતાની પ્રક્રિયા અને ઝડપ ટ્રેકિંગ સાથે અને ફરીથી કાર્ય શરૂ કરો. , એ સુનિશ્ચિત કરવા માટે કે સિસ્ટમ સતત ઓપરેશન મિકેનિઝમ હાંસલ કરે છે, તેની ખાતરી કરવા માટે કે મોટર સૌથી વધુ કાર્યક્ષમતા સ્થિતિમાં ચાલી રહી છે, તેથી, સ્પિન્ડલ AC સર્વો સિસ્ટમને બદલે KD600 શ્રેણીના ઉચ્ચ-પ્રદર્શન વેક્ટર ઇન્વર્ટરનો ઉપયોગ કરવો એ મશીન ટૂલ ઉદ્યોગ માટે શ્રેષ્ઠ પસંદગી છે. KD600 શ્રેણીના ઇન્વર્ટરમાં નીચેની સુવિધાઓ છે:
- અનન્ય નબળી ચુંબકીય નિયંત્રણ તકનીક: ઓછી આવર્તન મોટી ટોર્ક મોટરનું સારું નિયંત્રણ હોઈ શકે છે, 0 ~ 600Hz માં ચાલી શકે છે.
- ફાસ્ટસ્ટેબલ સ્ટોપ સ્પીડ: મેગ્નેટિક ફ્લક્સ ડીલેરેશન સ્ટોપ ટેક્નોલોજી મોટરને ધીમી બનાવી શકે છે અને ટૂંકા સમયમાં બંધ કરી શકે છે.
- ઝડપની ચોકસાઈ અને સ્થિરતા: સ્પીડ સેટિંગની રેખીયતા સારી છે, ઝડપની સ્થિરતાની ચોકસાઈ ઊંચી છે અને જ્યારે લોડ બદલાય છે ત્યારે ઝડપની વધઘટ 5/1000 ની અંદર હોય છે.
- ઉત્તમ ઓછી આવર્તન કામગીરી: ઑપ્ટિમાઇઝ પીજી-ફ્રી વેક્ટર કંટ્રોલ અલ્ગોરિધમ, નીચી આવર્તન 1Hz સુધી 150% રેટેડ ટોર્ક આઉટપુટ, ખાલી પ્રક્રિયા દરમિયાન મજબૂત કટીંગ ફોર્સની ખાતરી કરવા માટે.
- બહુવિધ આવર્તન ઇનપુટ મોડ્સ પ્રદાન કરો: 2 વોલ્ટેજ સ્ત્રોતો 0 ~ 10V અથવા -10V થી +10V ઇનપુટ, 1 વર્તમાન સ્ત્રોત 4~20mA અથવા 0~20mA ઇનપુટ.
- ગ્રીડ વોલ્ટેજ એપ્લિકેશનની વિશાળ શ્રેણી: અદ્યતન સ્વિચિંગ પાવર સપ્લાય ડિઝાઇન વિવિધ ગ્રીડ વાતાવરણમાં લાગુ કરી શકાય છે.
- ઉત્કૃષ્ટ ઉત્પાદન પ્રક્રિયા: એક અનન્ય કોટિંગ જાડાઈ પ્રક્રિયા અપનાવો, હવા નળી આંતરિક PCB થી સંપૂર્ણપણે અલગ છે, અને ધાતુની ધૂળ, કાટવાળું ગેસ અને ભેજ જેવા કઠોર ભૌતિક વાતાવરણમાં મજબૂત અનુકૂલનક્ષમતા ધરાવે છે.
- બિલ્ટ-ઇન લિકેજ શોષણ સર્કિટ જ્યારે સાધનસામગ્રી ચાર્જ કરવામાં આવે છે ત્યારે માનવ શરીરમાં ઇલેક્ટ્રિક આંચકાને મોટા પ્રમાણમાં ઘટાડે છે.
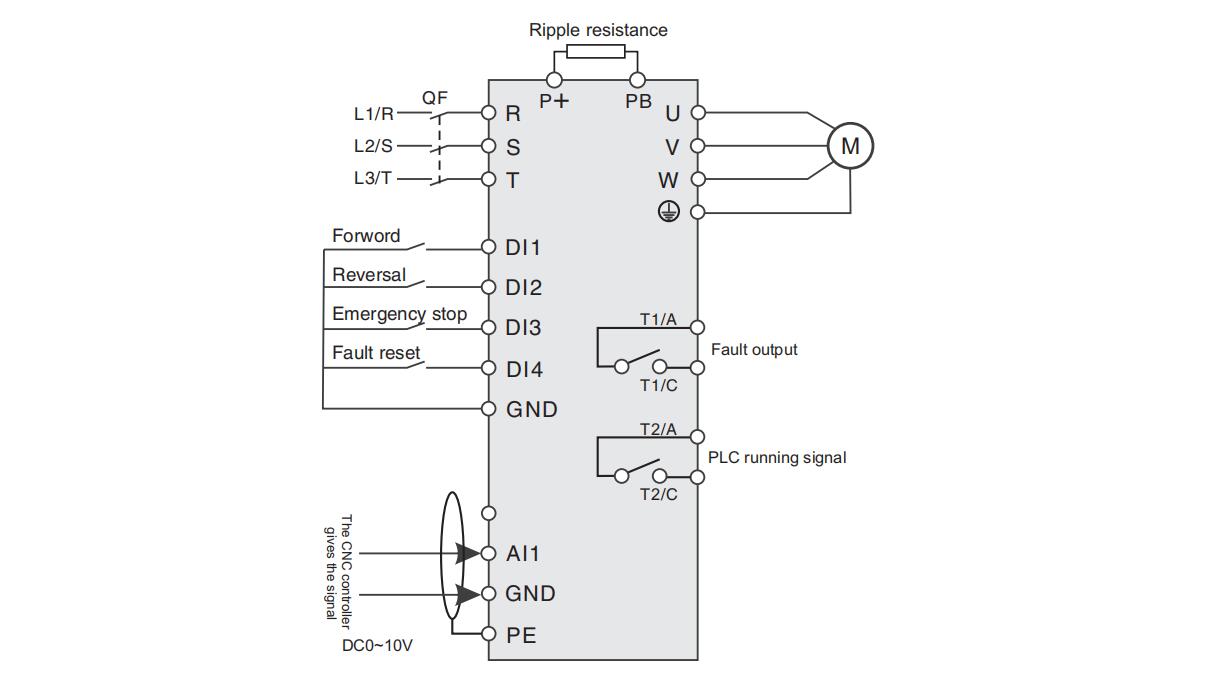
મૂળભૂત વાયરિંગ ડાયાગ્રામ
પરિમાણ સેટિંગ્સ અને વર્ણન
| પરિમાણ સેટિંગ | સૂચનાઓ | પરિમાણ સેટિંગ | સૂચનાઓ |
| P0-03=1 | કોઈ PG વેક્ટર મોડ નથી | P4-01=11KW | મોટરની રેટ કરેલ શક્તિ |
| P0-04=1 | બાહ્ય ટર્મિનલ શરૂ થાય છે અથવા બંધ થાય છે | P4-02=380V | મોટરનું રેટ કરેલ વોલ્ટેજ |
| P0-06=2 | એનાલોગ ક્વોન્ટિટી AI1 આપવામાં આવી છે | P4-04=22.6A | મોટરનો રેટ કરેલ વર્તમાન |
| P0-14=150 | મહત્તમ આઉટપુટ આવર્તન | P4-05=50Hz | મોટરની રેટેડ આવર્તન |
| P0-16=150 | ઉચ્ચ ઓપરેટિંગ આવર્તન મર્યાદા | P1-06=1435RPM | રેટ કરેલ મોટર ગતિ |
| P0-23=1.0 | પ્રવેગક સમય | P6-00=2 | ફોલ્ટ આઉટપુટ |
| P0-24=0.8 | મંદીનો સમય | P6-02=1 | આવર્તન કન્વર્ટર કાર્યરત છે |
| P5-00=1 | ફોરવર્ડ રનિંગ | P5-01=2 | ઊંધી દોડ |
| P4-01~P4-06 મોટર પરિમાણો કૃપા કરીને ચોક્કસ રીતે દાખલ કરો | |||
ડીબગીંગ પરિણામ
તે સાબિત થયું છે કે KD600 શ્રેણી ઉચ્ચ-પ્રદર્શન વેક્ટર ફ્રીક્વન્સી કન્વર્ટર મશીન ટૂલ સ્પિન્ડલ નિયંત્રણની જરૂરિયાતોને પૂર્ણપણે પૂરી કરી શકે છે. KD600 અગ્રણી પીજી-ફ્રી વેક્ટર કંટ્રોલ મોડને અપનાવે છે, જે વિવિધ ભાગોની પ્રોસેસિંગ જરૂરિયાતોને પહોંચી વળવા માટે ઓછી ઝડપ (ઓછી આવર્તન) ઓપરેશન હેઠળ પણ સરળતાથી 150% ટોર્ક આઉટપુટ કરી શકે છે, અને પરંપરાગત રોલિંગ બેરિંગ સ્પિન્ડલ સ્ટ્રક્ચરને સંપૂર્ણપણે બદલી શકે છે, અને આ સ્પિન્ડલ માળખું સરળ, કોમ્પેક્ટ છે અને સાચું સ્ટેપલેસ સ્પીડ રેગ્યુલેશન હાંસલ કરી શકે છે. આ સ્પિન્ડલની ઝડપ બાહ્ય એનાલોગ સિગ્નલ દ્વારા નિયંત્રિત થાય છે જે વિવિધ પ્રોસેસિંગ પ્રક્રિયાઓમાં આઉટપુટ ફ્રીક્વન્સીને નિયંત્રિત કરવા માટે (દા.ત. રફિંગ, ફિનિશિંગ વગેરે) માટે અલગ ઝડપની જરૂર છે, આ સમયે, સંખ્યાત્મક નિયંત્રણ સિસ્ટમ વિવિધ એનાલોગ વોલ્ટેજ સિગ્નલોને આઉટપુટ કરી શકે છે. વિવિધ ઝડપ હાંસલ કરવા માટે inverter, અને સ્ટાર્ટ અને સ્ટોપ સિગ્નલ પણ ન્યુમેરિકલ કંટ્રોલ સિસ્ટમ દ્વારા નિયંત્રિત થાય છે, જે ઓટોમેશનની ડિગ્રીમાં સુધારો કરે છે અને ટૂલની સર્વિસ લાઇફને વિસ્તૃત કરે છે.

પોસ્ટનો સમય: નવેમ્બર-17-2023